
Category: General
Country: Bangladesh
Region: Southeast Asia
By Mohammad Ali Hasan (DGM, Dyeing) Md. Amir Hamza (Team Leader, AGM, Dyeing) Naimur Rahman (Executive, Dyeing); Asif Shahriar (Executive, Dyeing); Rakib Hasan (Executive Faisal Ahmed Md. Monjur Morshed (B.Sc. in Textile Engineering, BUFT); Shihab Rahaman (B.Sc. in Textile Engineering, BUFT); Mst. Mitu Kahtun (B.Sc. in Industrial Engineering, BUFT)
31st October, 2025 1:31 PM
Abstract
The dyeing process of 100% cotton knitted fabric with Black Color (reactive dyes) requires more water and time than any other colors according to the present scenario of Dyeing Industries in Bangladesh. The usage of high amount of water in dyeing with black color leads to the more usage of time, baths, washes, unnecessary chemicals, labors, utility and ETP compared to the other colors dyeing.
In this project it has been found that over 107.6 Liters of water is being used for dyeing per kg 100% cotton knitted fabric with black color in the reputed Tropical KnitexLtd, Gazipur, Dhaka, where the project was conducted. And the amount of water usage is much higher in other average dyeing factories. With the aim to reduce water usage dyeing process was redesigned and was successfully water consumption reduced by 50.09%. In this process the steam consumption reduced by 51.72% and the carbon emission was 50.15% less than before.
The dyed fabric showed satisfactory fastness properties and met the quality demands. Extensive comparisons of previous and experimented dyeing recipes and processes are briefly mentioned in this article. Finally, the economic benefits have been also described with production cost calculation comparing the two dyeing processes.
1.0 Introduction
The project was conducted in Tropical Knitex Ltd. Water required for dyeing 100% cotton knitted fabric with Black Color (Reactive Dyes) was 107.6 L/kg. The process of Black Color dyeing of 100% cotton knit fabric using reactive dyes is redesigned in such a way that it minimizes the use of water by half than how much consumed before. A significance of this method is that a scouring agent which works in neutral PH is used instead of Chemical scouring agent (NaOH). The scouring agent also acts as an emulsifier. Using this scouring agent the process bath of neutralization was possible to omit. In after-treatment a multifunctional soaping agentwas used.
The soaping agent having 2.4-3.1 pH neutralizes the dye bath and also removes the unfix dyes well. So, few baths were also omitted in after-treatment. Besides, eliminating unnecessary aquachron and conducting block washes instead a huge amount of water was saved. This overall process of dyeing also minimizes the steam usage 51.72% less as the water was consumed less. This process is also responsible for 50.15% less carbon emission than before. The sample fabric also retained the required fastness property and all other required quality parameters.
The comparison between previous and experimented dyeing method has been described and an analytical visualization of business benefits has also been mentioned in this paper. The overall benefits of this dyeing process results a significant decrement of cost of production and leads to one step closer to sustainability.
2.0 Baseline
On the day 17 May 2024 a bulk batch (TKL-BC-24-03910) was selected baseline data collection, executed dyeing (Real Black) procedure of 100% Cotton Knitted fabric having the weight of 803.4KG. The batch of knitted fabric was S/J fabric and composed of US cotton. The dyeing machine used was the Sclavos Athena 3A (Capacity: 900KG).
2.1. Dyeing process curve for Baseline
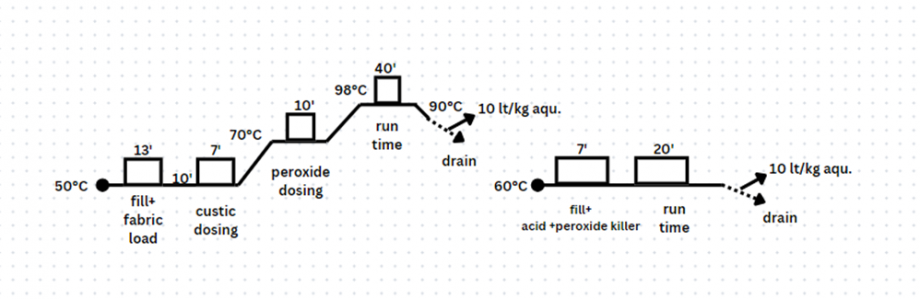
Figure 2.11: Process curve for pretreatment
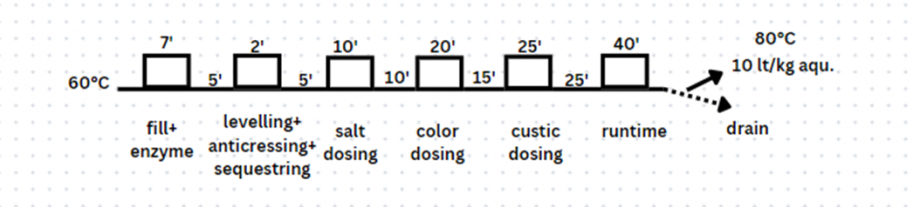
Figure 2.12: Process curve for dyeing
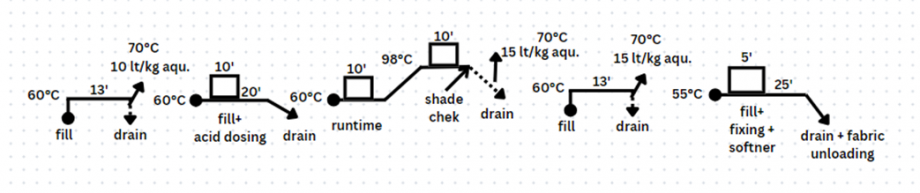
Figure 2.13: Process curve for soaping.
2.2. Key findings about baseline
3.0 Experimentation (Trial)
On the day of project execution (16 May 2024) a bulk batch (TKL-BC-24-07510) was selected as the experimental dyeing (Real Black) procedure of 100% Cotton Knitted fabric having the weight of 222.9KG. The batch of knitted fabric was S/J fabric and composed of US cotton. The dyeing machine used was the Sclavos Athena 3A (Capacity: 250KG).
Fabric selection: 100% cotton knitted fabric, S/J, GSM = 140, Dia = 72 inch, SL= 2.8mm, Yarn count = 32/1 Ne
Chemical selection: 1. Persoclean STN [pH-neutral non-ionic surfactant], 2. Persopon RSK [Acidic anionic soaping agent]
3.1. Dyeing process curve for trial batch
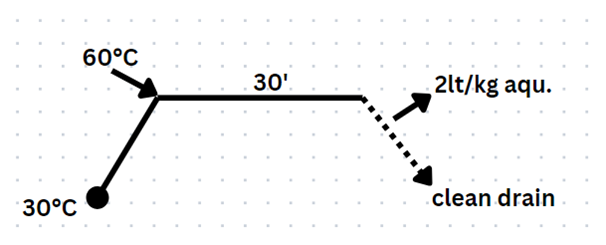
Figure 3.11: Process curve for pretreatment.
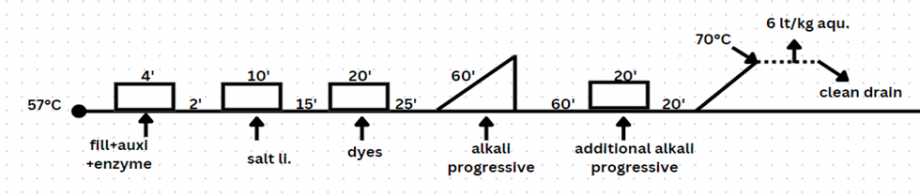
Figure 3.12: Process curve for enzyme and dyeing
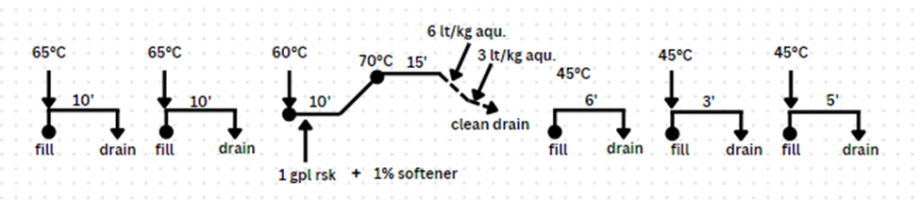
Figure 3.13: Process curve for soaping.
3.2 Key finding about trial batch:
3.3 Optimizing Data Analysis through Process-Driven Cooperation
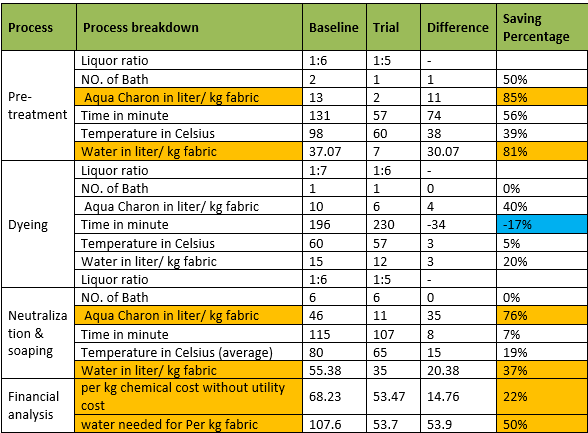
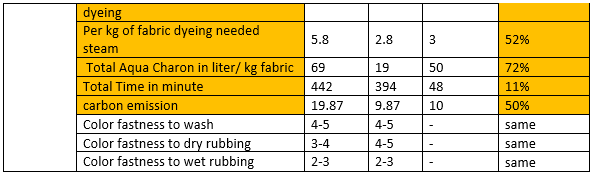
Table-3.3.1: Differences breakdown between baseline and trial dyeing process
3.4 Comparative analysis of aquachron process: baseline vs. trail batch

4.0 Project outcome:
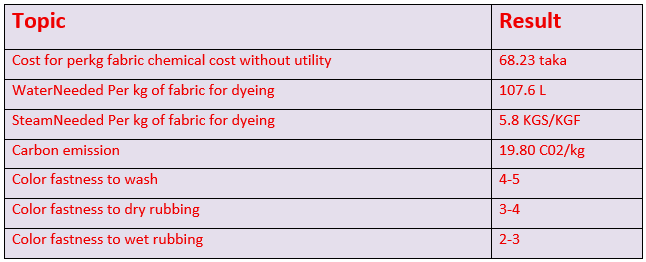
After the newly developed dyeing technique is has been found that water consumption has been reduced to 50.09% than before mentioned in standard baseline. The steam required was saved 51.72%. The cost of chemical was saved 21.63% than before and carbon emission was reduced about 50.15%. The sample tested fulfills the standard fastness properties similar to the process of baseline. So the standard quality of dyed fabric was preserved after dyeing in this newly developed process.
4.1 Key finding of baseline and outcome of project:
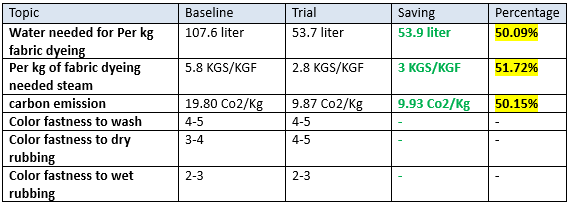
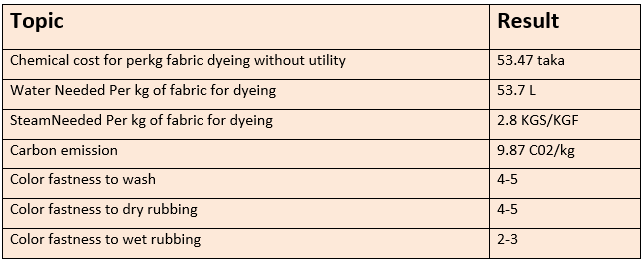
Table 4.1.1: Key findings of baseline and project outcome.
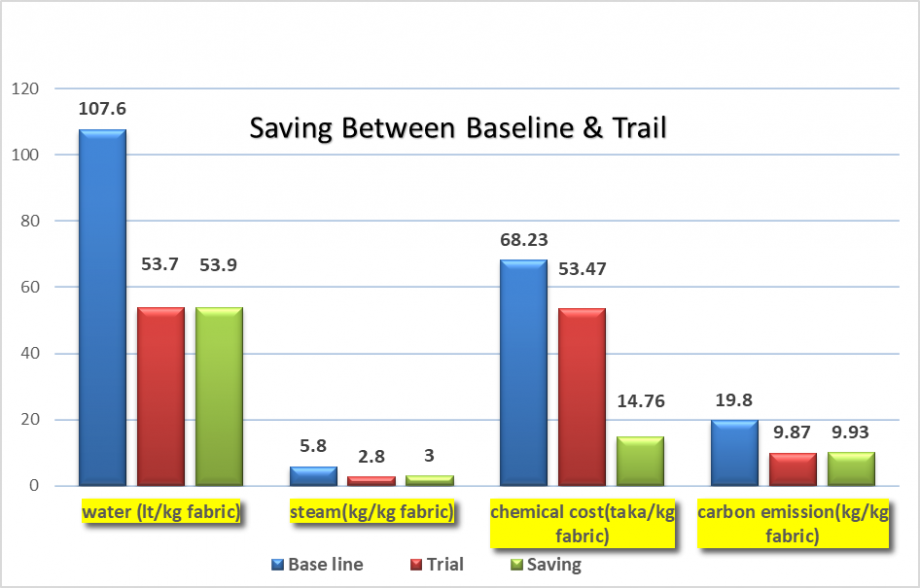
Figure: 4.1.1: Saving Between Baseline & Trail.
5.0 Business Benefits:
The dark colors including black color are dyed about 45% of total capacity of monthly dyeing which is about 337.5 ton out of 750 tons. By implementing this process water will be saved about 18,191.25 m3. That means we can reduce the cost of water processing at ETP by 4,54,781.25 TK monthly and 54,57,375 TK yearly (considering 1 m3 water processing at ETP will cost 25 taka). Steam will be saved near about the value of 5,41,89,000 taka yearly ( considering 1 kg steam generating cost is 4.46 TK). Chemical cost will be saved by 597,78,000 TK annually.
6.0 Conclusion
The experiment provides an assured method to reduce water consumption as well as reduce process time of dyeing 100% cotton knit fabric with black color. The usage of steam, chemical cost, use of utility, process time and labor were reduced in this technique. The fastness properties and other qualities of fabric met the standard. This process of dyeing also reduces some intermediate processes and certainly provides economic benefits for the dyeing industries as well as takes us one step closer to preserve the environment. Though this experiment was done over a Real Black dyeing but this is applicable for most of the dark colors. Further improvements may also reduce the water consumption within the process.
Courtesy: textiletoday.com.bd



Copyrights © 2026 GLOBAL TEXTILE SOURCE. All rights reserved.